Первый опыт использования Creality K1 по сравнению с Flying Bear Ghost 5 конечно же вызвал шок от скорости печати, а также от шума который издает принтер своими вентиляторами. по случаю запускал печать на «мишке5» и даже не понял печатает ли он вообще? Но оно и понятно- скорость там низкая, повышать ее можно, но модели испытывают недостаток обдува. Например PLA пластик не такой требовательный к температурам камеры, быстро и легко печатается, крепкий, не имеет усадки, разнообразный по цветам, но для поддержания высокой скорости 300 и выше на K1 работает штатный обдув на голове и в добавок боковой. А на «Мишке 5» с его штатной головой даже повышая в 2 раза скорость с 40 до 80 мм/с уже появляются наплывы. Надо переделывать голову.
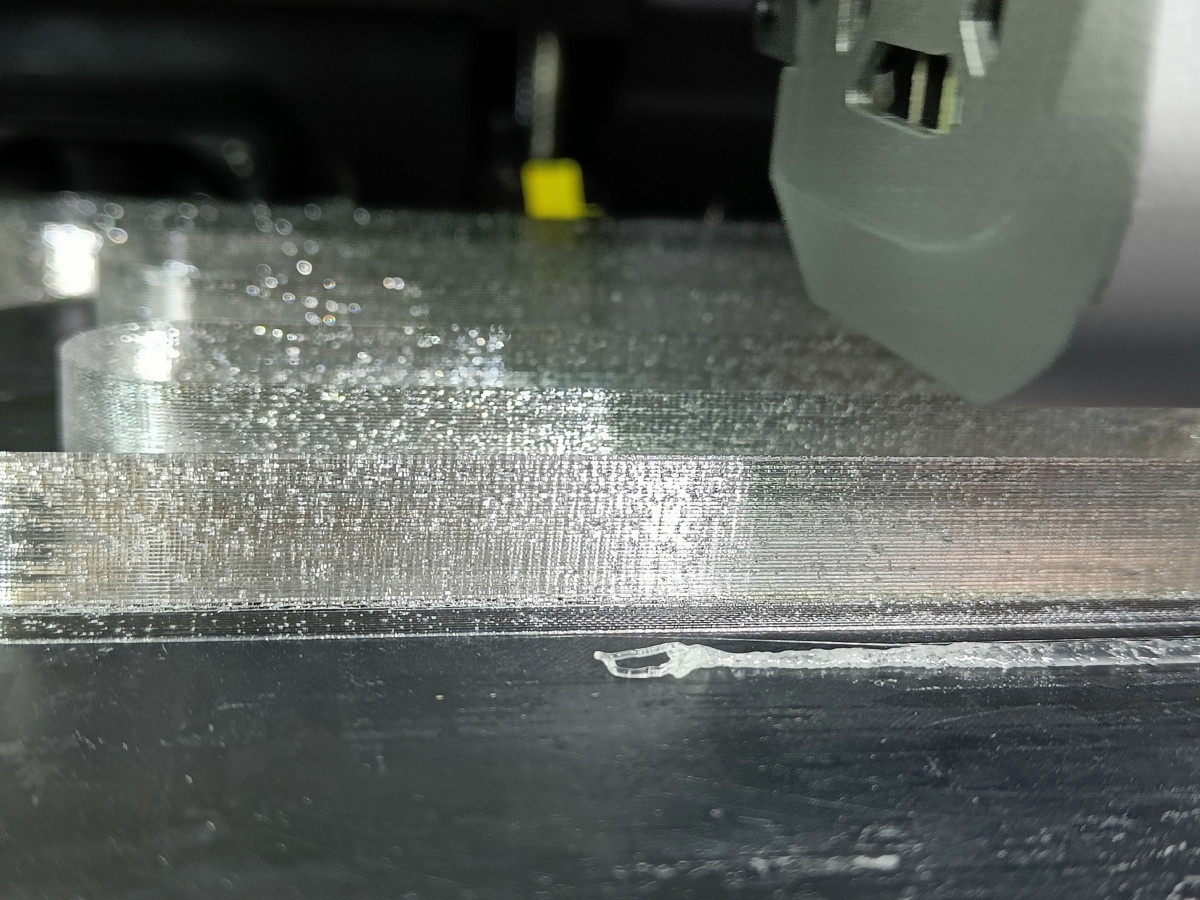
У Creality есть табличка рекомендаций по печати, на которую можно ориентироваться при выборе параметров печати.
Что лично мне удалось попробовать я помещаю в табличку ,
| название | принтер | темп Hotend | темп Bed | Flow | PA/ LA | Retract length | Retract speed | Flow, mm3/c | Cooling min | Cooling max | AUX fan |
| PLA | Соркин | 0,035 | 0,5 | 20 | |||||||
| PETG | Соркин | 0,05 | 0,6 | 20 | |||||||
| ABS | Соркин | 0,04 | 0,5 | 20 | |||||||
| TPU A95 | Соркин | 0,45 | 0,8 | 20 | |||||||
| Hyper-PLA | Creality K1 | 220 | 60 | 0,98 | 0,05 | 0,4 | 30 | 21 | 100 | 100 | 80 |
| PLA+ Bone white | Creality K1 | 220 | 60 | 0,98 | 0,046 | 0,45 | 30 | 21,5 | 100 | 100 | 70 |
| PLA+ white | Creality K1 | 220 | 60 | 0,98 | 0,046 | 0,45 | 30 | 21,5 | 100 | 100 | 70 |
| PLA+ black | Creality K1 | 220 | 60 | 0,98 | 0,046 | 0,45 | 30 | 21,5 | 100 | 100 | 70 |
| ABS+ Grey | Creality K1 | 260 | 100 | 0,99 | 0,051 | 0,4 | 30 | 22 | 10 | 70 | 0 |
| PETG white | Creality K1 | 245 | 80 | 1,02 | 0,075 | 0,6 | 30 | 15 | 40 | 90 | 0 |
| PETG Black | Creality K1 | 245 | 80 | 1,02 | 0,075 | 0,6 | 30 | 15 | 40 | 90 | 0 |
| PETG Gray | Creality K1 | 245 | 80 | 1,02 | 0,075 | 0,6 | 30 | 15 | 40 | 90 | 0 |
| TPU 95A red | Creality K1 | 220 | 45 | 1 | — | — | — | 5 | 100 | 100 | 70 |
| TPU-HS | Creality K1 | 225 | 50 | 1,05 | 0,44 | 2 | 40 | 9,5 | 100 | 100 | 70 |
| ABS GF-4 black | Creality K1 | 245 | 100 | 1 | 0,036 | 0,25 | 25 | 20 | 10 | 10 | 0 |
| ABS GF-4 red | Creality K1 | 245 | 100 | 1 | 0,036 | 0,25 | 25 | 20 | 10 | 10 | 0 |
| Total-GF30 | Creality K1 | 230 | 80 | 0,97 | 0,08 | — | — | 4,5 | 10 | 50 | 0 |
| PETG Blue | Creality K1 | 235 | 80 | 1,02 | 0,08 | 0,6 | 40 | 19 | 40 | 90 | 0 |
| PLA+ white | FB G5 | 220 | 65 | 1 | 0,055 | 0,44 | 30 | 20 | 100 | 100 | 70 |
eSUN ABS+ пластик противоречивый. С одной стороны им просто печатать по рекомендациям производителя, но с другой стороны пробные детали получались хрупкие, что то не сходится с описанием на сайте, что он еще прочнее и гибче. Пробовал снижать обдув- детали оплавляются. Ниже пробовал печатать детали экструдера для FBG5

Filamentarno ABS GF-4 понравился, с ходу печать хорошая на рекомендациях 60 мм/с. Сделал калибровки на скорости 60 мм/с, а кораблик печатал на скорости 200 мм/с. По крепости не отличается, ухудшений не обнаружил. Пробовал замену цвета- не очень удобно без снятия крышки это делать, поскольку сам пластик в прутке хрупкий и не любит изгибов. А со снятием есть риск понизить температуру в камере и словить усадку.


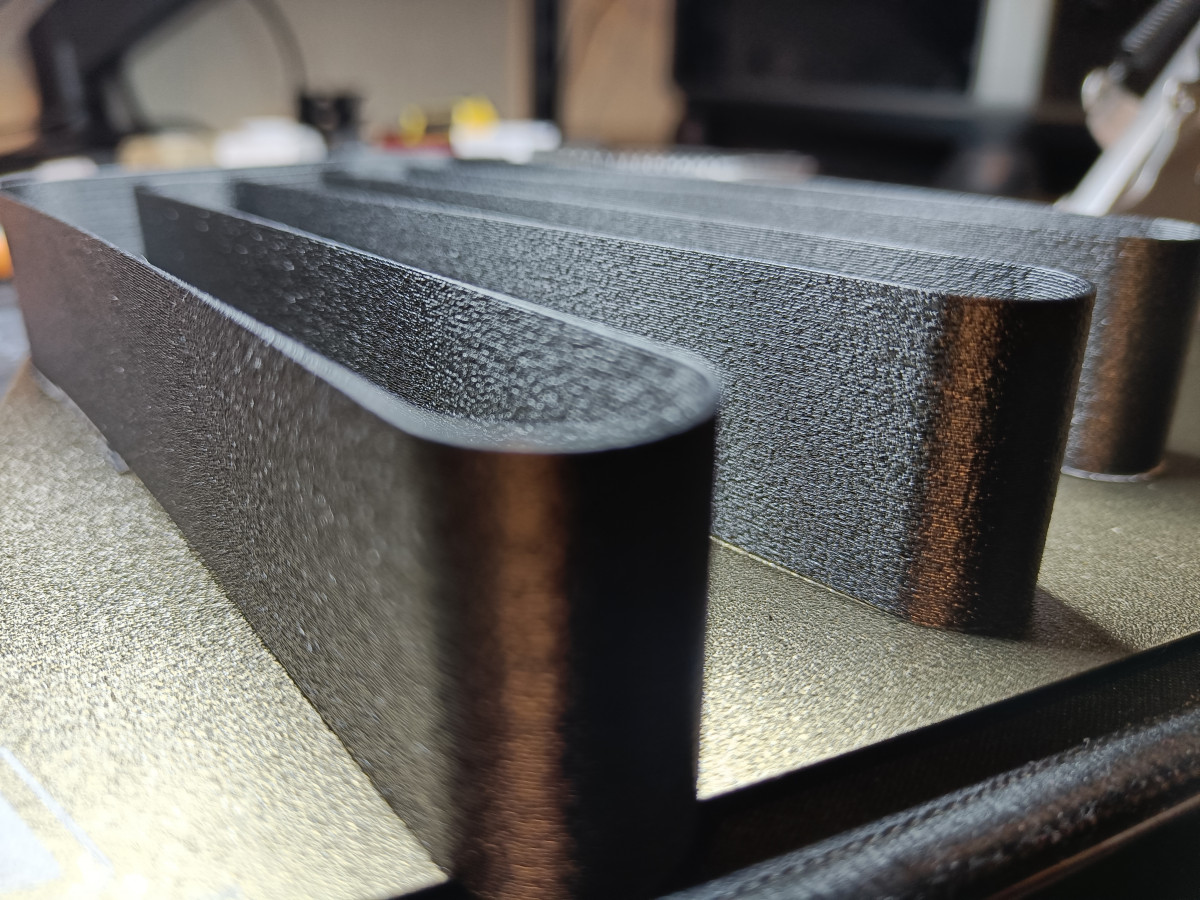
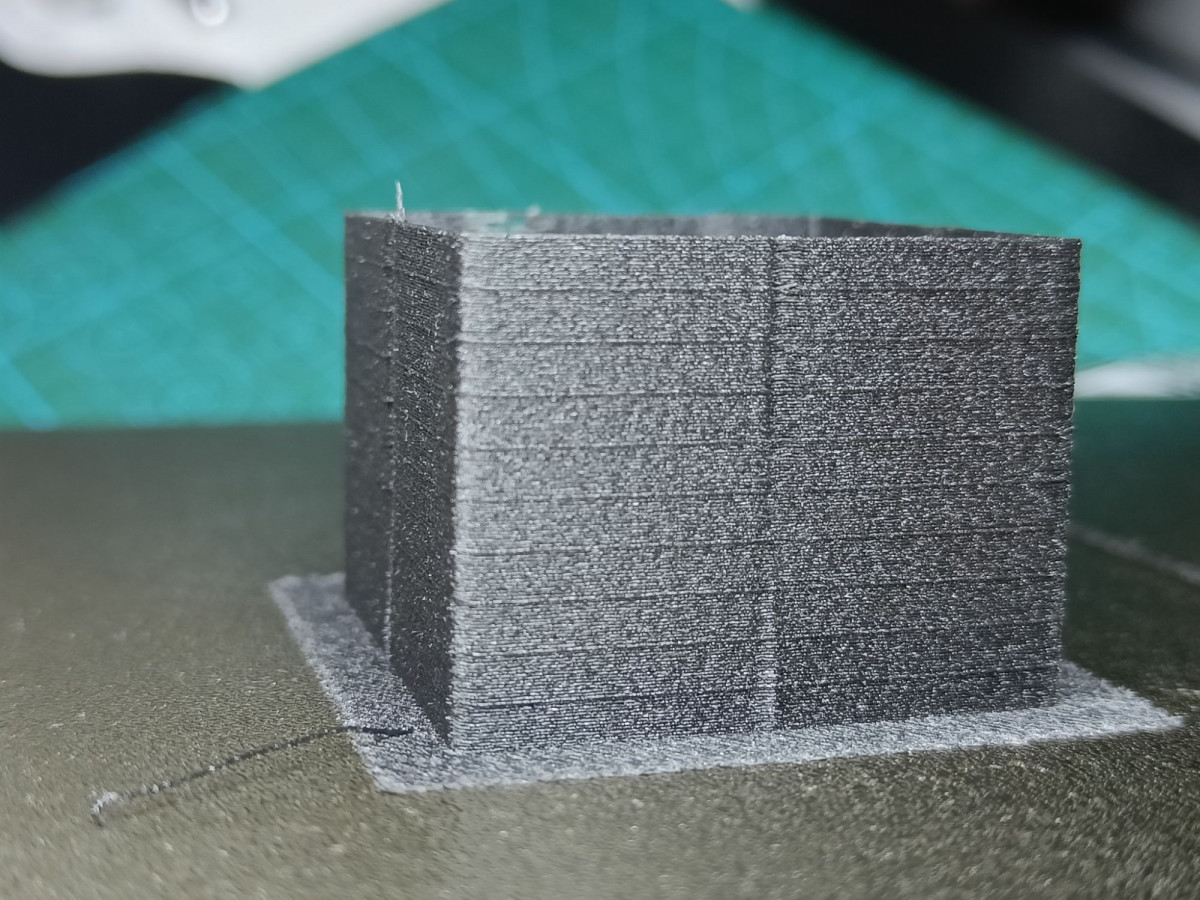
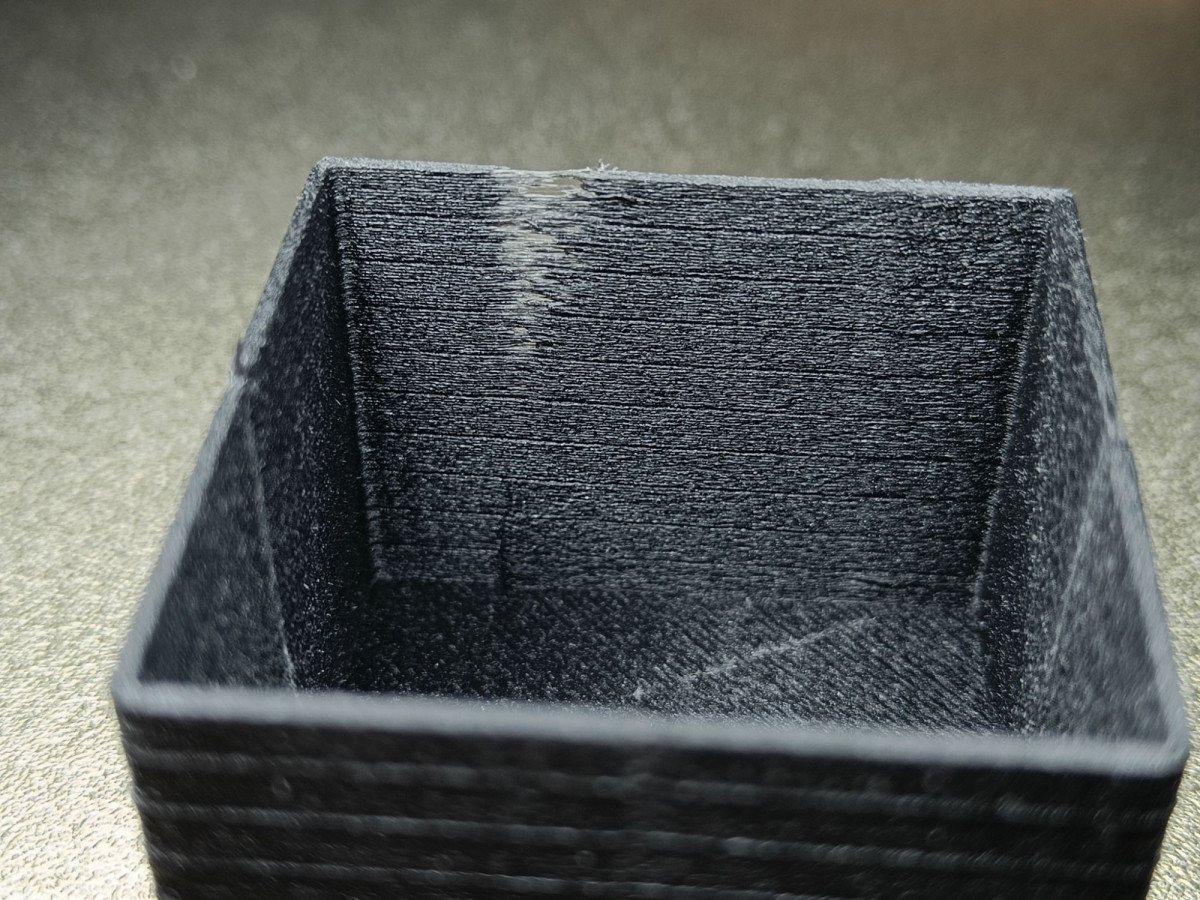
eSUN TPU-HS, слошком гибкий и эластичный пруток- не лезет штатным способом. Загружал напрямую в экструдер. Брал для гибких деталей, в т.ч. для деталей дрона. Печатать не сложно, но нависания или мосты с ходу не очень хороши. Спекаемость слоев отличная, разорвать не реально. Сделал себе на браслет для часов деталь крепления. Ниже тест на максимальный объем.
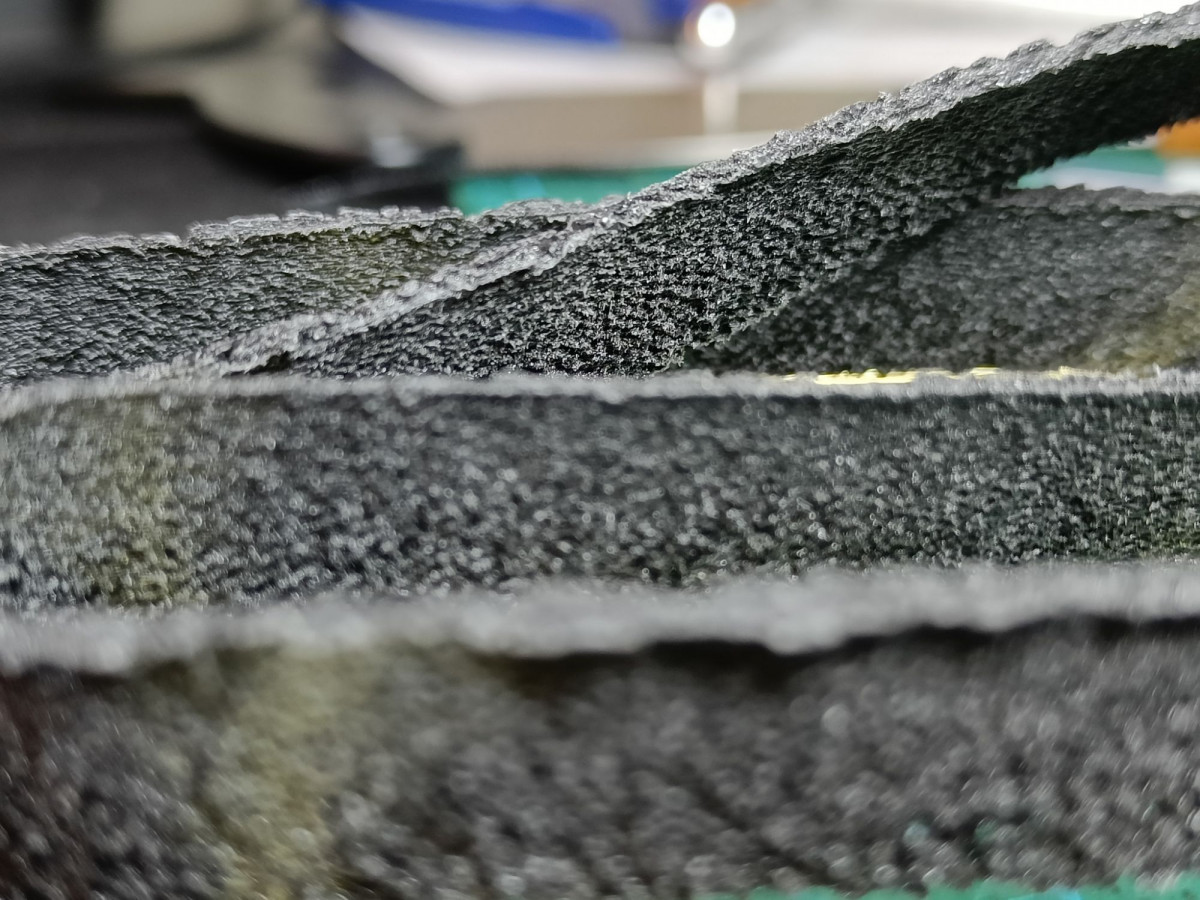
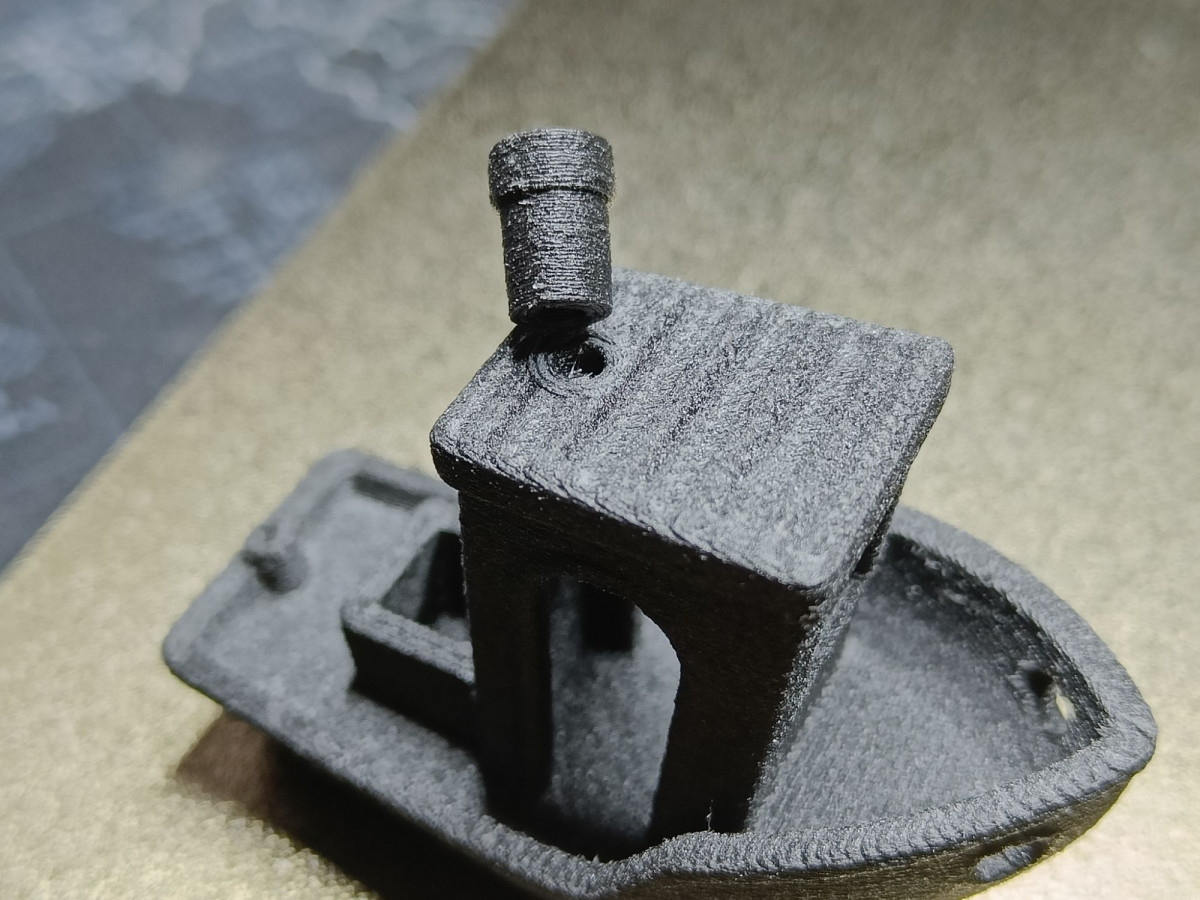
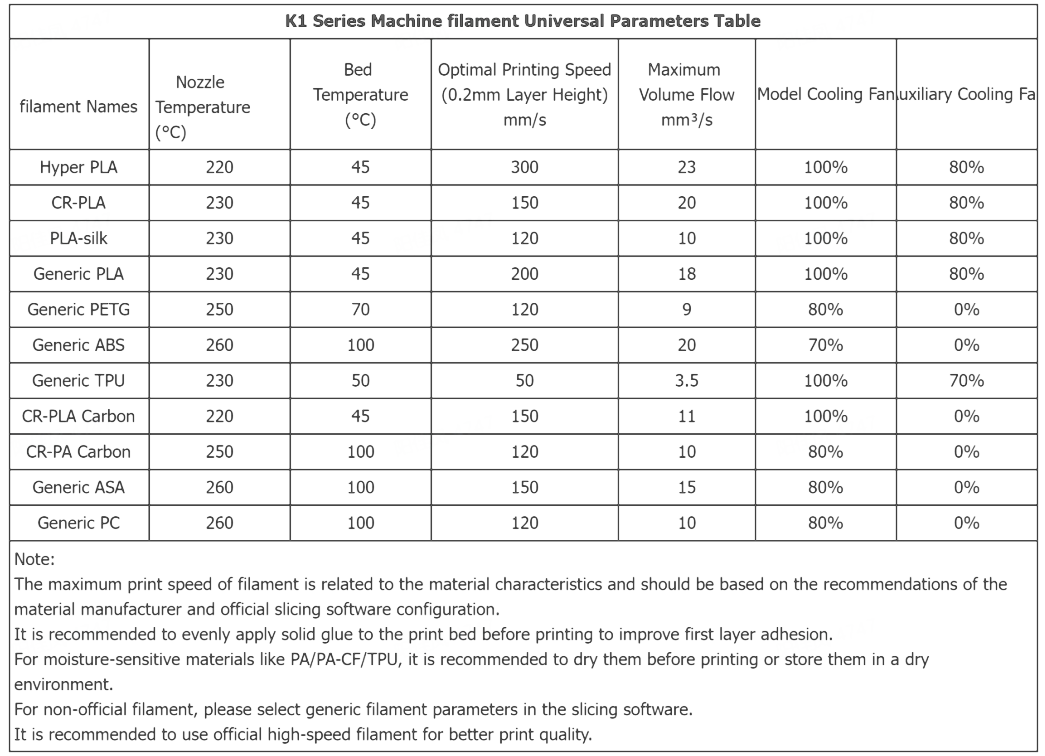
Filamentarno Total GF30. На базе TPU и потому использовал профиль для него как отправную точку. Спекаемость хорошая. Отличительная черта деталей- шероховатость, как наждачка. После печати в одну стенку по ощущениям пальцами как старая черная изолента. Пластик гибкий и поломать деталь было сложно, но на кораблике трубу я все таки сломать смог. Пока не понятно где его применить.